



热流钻拧紧
- 分类:行业新闻
- 作者:直观学机械
- 来源:直观学机械
- 发布时间:2021-11-16 13:43
- 访问量:
热流钻拧紧
- 分类:行业新闻
- 作者:直观学机械
- 来源:直观学机械
- 发布时间:2021-11-16 13:43
- 访问量:
在拧紧过程开始时,热融螺钉置于无预先钻孔的铝板或薄钢板的表面,高速旋转的螺钉向工件表面施加高下压力,同时产生极高的摩擦热,融化金属。随后,螺钉顶端穿透材料,形成穿孔,并逐渐开始攻螺纹,一旦螺纹形成,螺钉按照预设的扭矩进行拧紧。
热融紧固连接工艺步骤与过程说明,包括六个阶段:旋转(加热)→穿透→通孔→攻螺纹→拧螺纹→紧固。
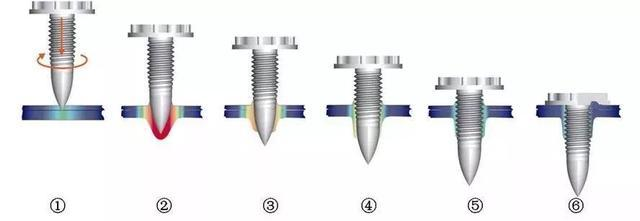
在初始阶段,高速旋转的电机驱动螺钉接触工件表面,并施以向下的轴向压力(轴向力最高可达1.5kN,旋转速度最高可达8000rpm),螺钉头部与钣金件表面摩擦并产生高温,这个温度基本上在600~900 ℃之间,螺钉附近区域金属迅速软化,加热的材料沿着钻头锥度往上延伸。
FDS螺钉穿透材料时,大部分热熔的钣金件材料会流向钻孔下部形成一个厚度1~3倍的金属衬套,衬套内表面在FDS螺钉螺杆螺纹的作用下,形成啮合螺纹并拧紧。整个加工过程只需1~6s,即可完成紧固的连接效果,扭矩可以达到15Nm。
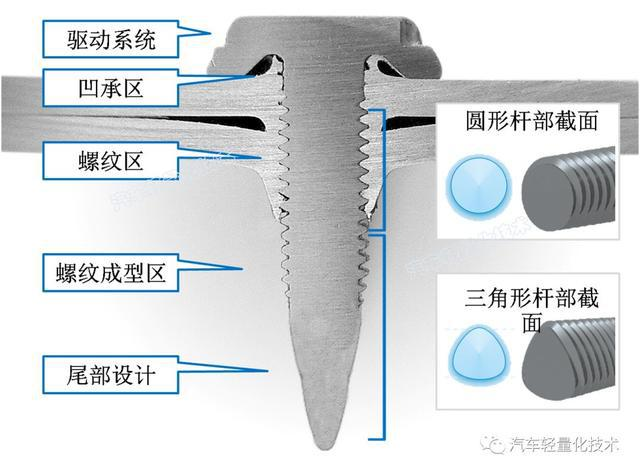
同时,FDS钉子在紧固到位后,将会保持一段时间,在旋转扭矩作用下,产生一个预紧力,可以提高螺纹连接的可靠性、防松能力和螺纹的疲劳强度,增强连接的紧密性和刚性。
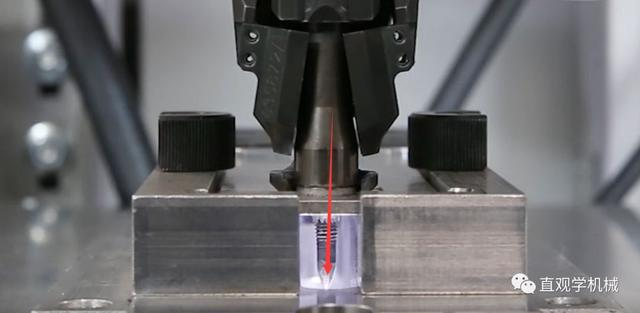
拧紧后的效果
↓↓

螺钉特写
↓↓
问题来了,现在汽车行业的连接技术也很多,为什么还要搞这种连接方式呢?
现在越来越多的汽车公司开始应用钢铝混合车身骨架结构,使用铝型材、铝冲压件、铝铸件,以及碳纤维等工程塑料和复合材料类部件,结合各种超高强度钢板,替代传统钢板构件或组件,实现车身框架结构的轻量化和高强度。

在汽车工业,连接铝材的主要方式有传统的机械紧固SPR(自冲铆接技术)和电阻点焊RSW。SPR是一种稳健而且可替换的工艺,但是由于需要很多种铆钉-铆模组合,设备费用昂贵;电阻点焊虽然技术成熟,经济性高,但是受限于不能连接异种金属。这2种工艺都要求双边可达,这使设计受限严重。
所以,热融紧固件的技术是应运而生。下面这张图是描述的热融紧固技术的优势。
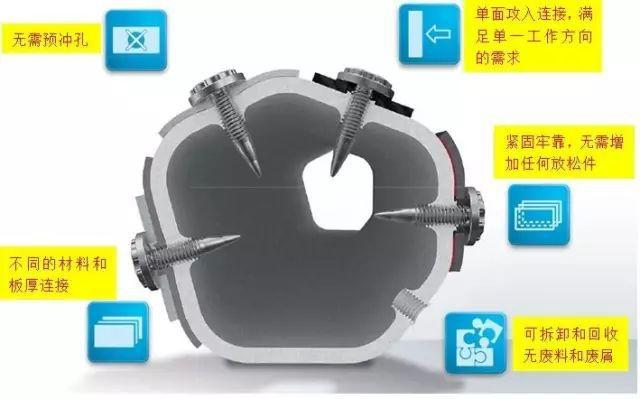
无需预冲孔、单面连接、可以完成铝件与铝件、铝件与钢件的相互紧固连接。
许多欧洲汽车厂商早已经开始使用热融紧固技术,如捷豹XK和X150,奥迪R8、A8、TT Coupe、A6等;欧洲的尼桑、路虎、保时捷、宝马等众多汽车品牌也都引入了该连接工艺;上汽通用刚上市的凯迪拉克CT6车型,实现首次钢铝白车身国产化,糅合了11种不同材质,也大量使用了这种连接技术。

这类钉子使用特殊配方的硬质合金材料制成,该种螺钉的采购主要还是以国外进口为主,虽然国外很多车企都采用这种紧固技术多年了,但是国内自主品牌车企使用甚少。




















